搅拌摩擦焊缝相控阵探伤检测方法
搅拌摩擦焊缝检测
搅拌摩擦焊接(FSW)是一种最常用于高级别应用中的铝制工件的制造工艺,特别是在航空航天和国防工业中。常规焊接方式只是使用填充焊料进行焊接,而搅拌摩擦焊接方式与此不同,它需要使用一种搅拌针,将焊接区域的两片金属加热混合在一起。
相比传统的焊接方式,搅拌摩擦焊接具有更多的优势:搅拌摩擦焊接方式可以避免生成那些在使用其它焊接方式时,伴随液相冷却过程而生成的缺陷类型。其它还有些缺陷类型经常会发生在温度不足或焊接条件不好的情况下;必须要正确识别和定量这些缺陷。
自然缺陷
不同类型的缺陷会在搅拌摩擦焊缝中出现,例如:在焊缝两侧材料之间出现的连续性不完整接合(被称为“飞边”缺陷)、孔洞缺陷,以及未焊透缺陷。此外,由于搅拌摩擦焊接工艺的特性,还会在焊缝中生成随机方向的缺陷。
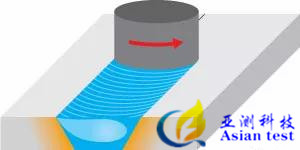
搅拌摩擦焊缝制造过程的示意图
校准缺陷
位于外壁和内壁的纵向、横向和斜向刻槽在校准过程中被用作参考缺陷。还会使用横通孔绘制时间校正增益(TCG)曲线,这种曲线可以说明材料内部的信号衰减情况。
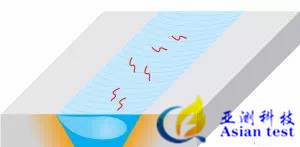
制造过程中生成的随机方向的缺陷
检测技术
纵向和斜向缺陷
奥林巴斯的64晶片探头与垂直于焊缝线方向放置的正常方向水耦合楔块一起使用,可以确保正确探测到整个焊接区域中的纵向和斜向缺陷。在检测中还可以通过倾斜探头,加强对斜向缺陷的探测和定量能力。
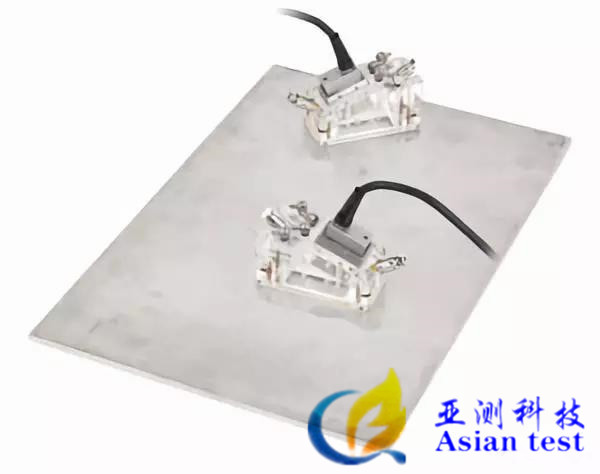
用于识别纵向和斜向缺陷的正常方向的相控阵探头和楔块
横向缺陷
奥林巴斯的64晶片探头与平行于焊缝线方向放置的横向水耦合楔块一起使用,可以方便地对横向缺陷进行探测。这些探头可以确保覆盖完整的焊接区域。
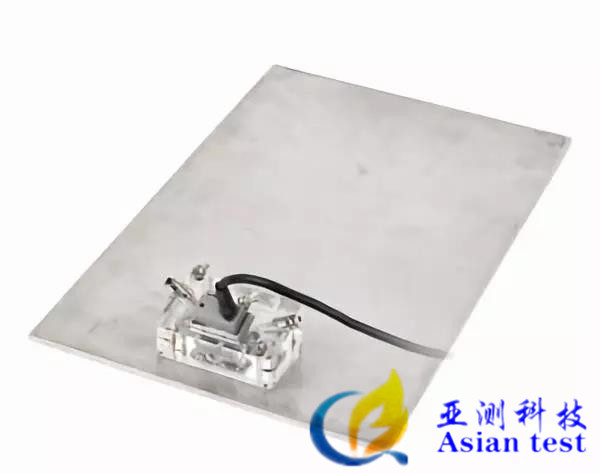
用于识别横向缺陷的横向相控阵探头和楔块
结论
搅拌摩擦焊技术避免了一些缺陷的同时,产生了另一些随机方向的缺陷,一般检测可能会漏掉某些方向性较强的缺陷,采用相控阵检测配合正常水耦合楔块和横向水耦合楔块一起使用,最大程度的降低漏检的可能,能够将横向和纵向的缺陷全部检测。




同类文章排行
- 真空玻璃相控阵检测探伤方法
- 测厚方法综述
- 吹塑工业中的壁厚测量
- 风电行业超声波检测解决方案
- 相控阵探伤对管道的腐蚀情况进行轴向检测
- 高温中超声探伤和测厚等无损检测方法应用
- 搅拌摩擦焊缝相控阵探伤检测方法
- 在汽车制造过程中利用超声技术检测接缝的粘结
- 水冷板相控阵水浸探伤检测?
- 相控阵探伤检测中的术语表
最新资讯文章
您的浏览历史


