真空玻璃相控阵检测探伤方法
1、概述
真空玻璃是将两片平板玻璃四周密闭起来,将其间隙抽成真空并密封排气孔,两片玻璃之间的间隙为0.1-0.2mm,真空玻璃的两片一般至少有一片是低辐射玻璃,这样就将通过真空玻璃的传导、对流和辐射方式散失的热降到最低,其工作原理与玻璃保温瓶的保温隔热原理相同。
真空玻璃四周密闭层是由一圈金属高温状态下是两层玻璃熔合在一起形成密闭层。融合不好的情况下会出现孔洞、脱沾等缺陷,影响真空玻璃质量,使玻璃及其易碎。
破碎的真空玻璃
2、工件
测试的真空玻璃如下图所示,检测区域为一圈的密闭层即褐色区域。

真空玻璃工件
3、检测设备
-
主机:奥林巴斯Omniscan SX1664
-
探头:10L32-A1相控阵探头
-
楔块:SA10-0L

Omniscan Sx 1664

10L32-A1相控阵探头
4、检测工艺
采用零度线性扫查,将能量聚集在结合层位置,即可通过观察两层界面波即可知道两层玻璃的融合情况。
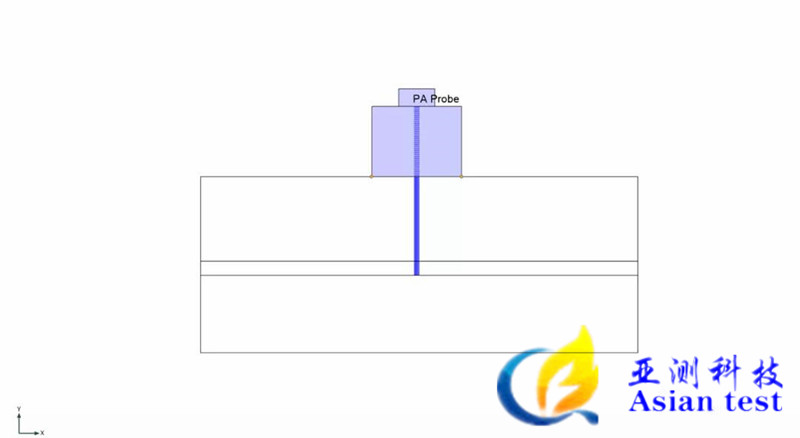
扫查声束示意图
5、工件检测
将真空玻璃的一圈分为四个区域分别扫查得到如下结果:
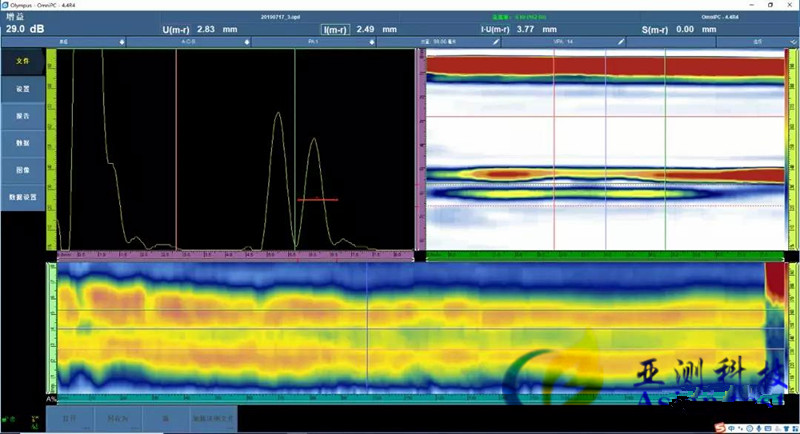
区域1的C扫图如下图所示:
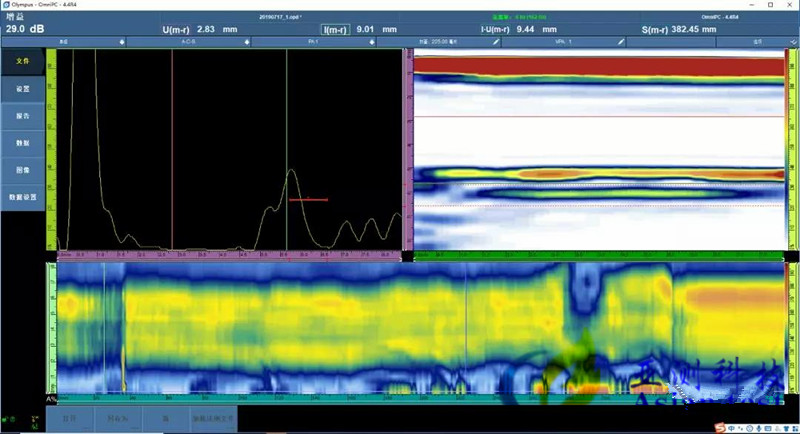
区域1 C扫区域
如上图所示、熔合区域有一定的宽度,下图红色区域即为熔合宽度。在熔合比较好的情况下此区域信号强度会比较稳定,一旦此熔合区信号减弱即说明此区域有没有焊接好的情况。

示意图1
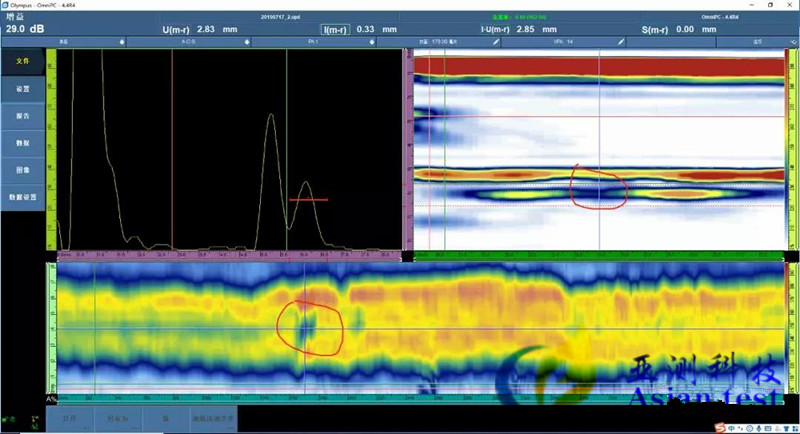
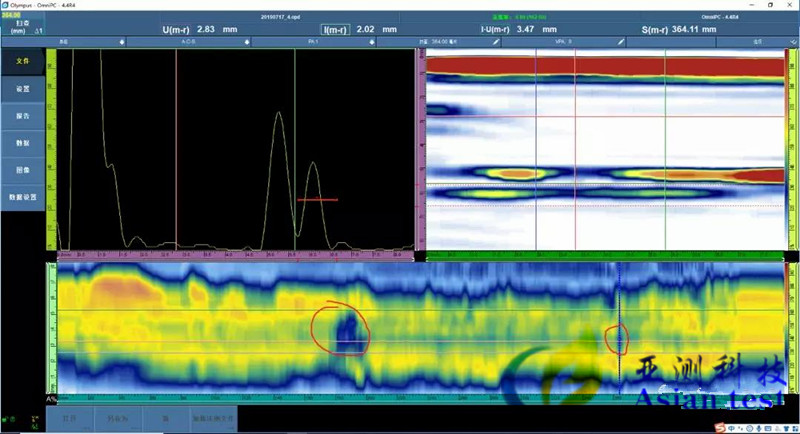
下图即为未熔合好的区域。

此区域经分析为脱沾或面积型孔类区域。
区域2的C扫图如下图所示:
可以看到红色区域为1个孔类缺陷。
区域3的C扫图如下图所示:
区域3信号较好、无缺陷。
区域4的C扫图如下图所示:
在两处区域都发现有孔类缺陷。
在将玻璃破坏后、得到的结果如下:
区域1:

此区域在破坏实验时即发生断裂,为一个面积型孔类缺陷。
区域2:

此区域为孔类缺陷。
区域3:
此区域未见缺陷。
区域4:

孔类缺陷1

孔类缺陷2
6、结论
相控阵对真空玻璃的熔合状况能够快速高效的检测,有较高的检测灵敏度,能够有效的检测熔合的实际情况。




同类文章排行
- 真空玻璃相控阵检测探伤方法
- 测厚方法综述
- 吹塑工业中的壁厚测量
- 风电行业超声波检测解决方案
- 相控阵探伤对管道的腐蚀情况进行轴向检测
- 高温中超声探伤和测厚等无损检测方法应用
- 搅拌摩擦焊缝相控阵探伤检测方法
- 在汽车制造过程中利用超声技术检测接缝的粘结
- 水冷板相控阵水浸探伤检测?
- 相控阵探伤检测中的术语表
最新资讯文章
您的浏览历史


